No matter if it is about quality control and sorting of food in the production process or about reliably closing material cycles during recycling; no matter if you want to separate good from bad grapes, medicinal from poisonous plants, or if you want to separate different plastic, glass or mineral fractions: Our optical sorting technology makes it possible. The only prerequisite is that the material to be sorted is in granular form, the grain sizes are almost arbitrary (from fine-grained in the range of 1-2 millimeters up to about 50 millimeters).
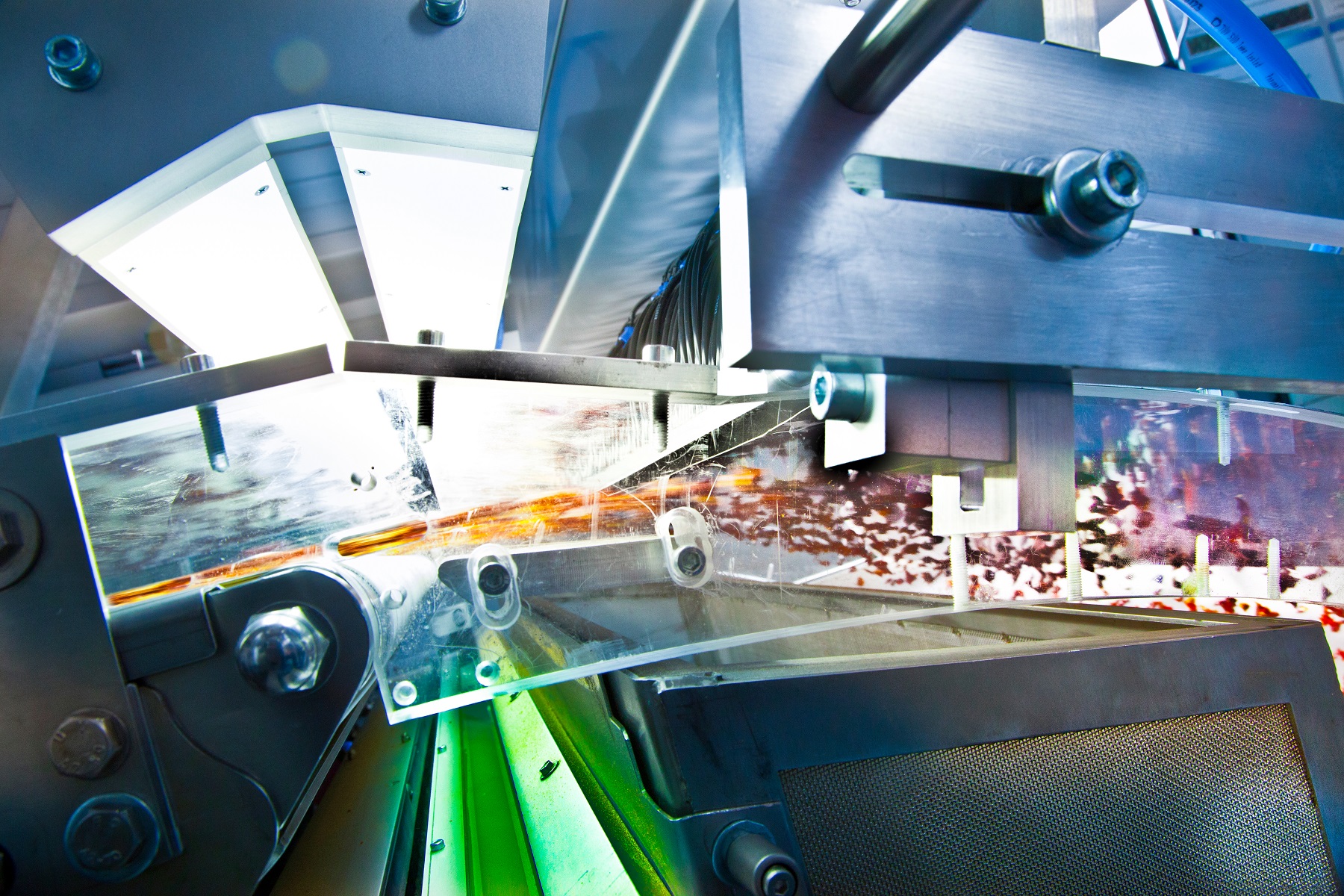
The basic process and functional principle: In the laboratory, we first find out which, if necessary, multi- or hyperspectral information can be used to reliably distinguish the fractions. Appropriate cameras then record the sorting of bulk goods on the conveyor belt, on a chute or in free fall. Our software detects and classifies each grain in real time and controls blow-out nozzles, with the help of which the grain can be influenced in its trajectory at the right moment and directed into the right collecting container. Once the preliminary and development work has been completed, this works fully automatically, reliably and quickly. Typical conveyor belt speeds are around 3 m/s.